
一:D类接头
定义:接管(包括人孔圆筒)、凸缘、补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为 A类、B类、C类的焊接接头除外。
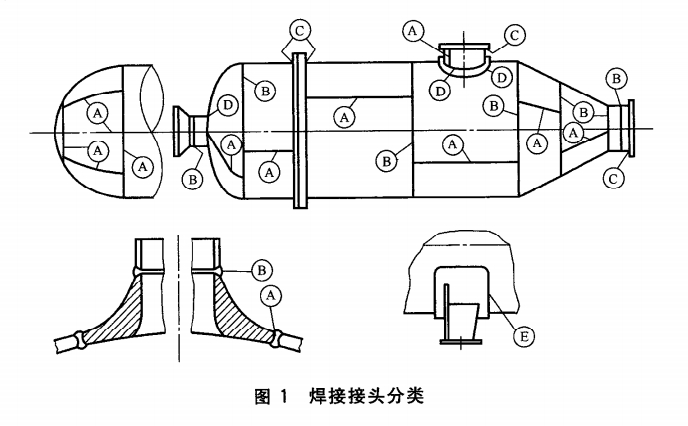
主要包括以下几种:
1.接管与壳体的连接接头
2.人孔筒体与壳体的连接接头
3.凸缘与壳体的连接接头
4.补强圈与壳体的连接接头
二:存在问题
1.目前还没有较理想的无损检测方法,可以对其内部质量进行准确检测,因而在制造过程中不能得到应有的重视,造成一些本可以避免的人为缺陷。
2.因施焊空间的限制,导致施焊过程中存在一定的难度,从而容易形成内部焊接缺陷。
3.由于自身结构特点,使接头的组织状态、化学成分以及焊接应力分布的不均匀性更加突出。
4.焊接工艺评定和焊工操作技能培训考试,对实际产品中的D类焊接接头施焊的指导性、支持性尚不够完善。
5.在使用中,因结构变形的不协调,产生数倍于基本薄膜应力的应力集中,使缺陷极易扩展而产生破坏失效。
提高D类焊接接头的质量,对确保压力容器整体的安全性是十分重要的。
三:改进措施
1.为了确保焊缝的强度,在设计和制造中,首先应选择易于保证全熔透结构的焊接坡口形式。X形坡口的定位焊以及打底焊道很难清除,所以对能进行清根的结构,应优先选择单V或单U形坡口,且尽量拉开坡口的间隙,减小钝边量,并适当增加坡口角度,使反面清根能在比较浅的地方就能保证清理干净;对于不易进行清根的结构(如直径较小的简体),可适当拉开坡口的间隙,采用在背面预设金属垫板的结构形式。用2~3mm厚的垫板与简体和接管贴服紧密后,先将垫板与筒体和接管接触的缝隙用小规范的焊接工艺点固、封焊后,再焊其余焊道。薄金属垫板的接管孔尺寸既易于用机加工的方法来保证与接管的紧密配合,又易于变形与弧形筒体开孔处的曲面贴服。这样不但降低了手工割制坡口的尺寸精度要求,还能保证D类焊接接头的全熔透要求。同时由于坡口截面积的增加,使施焊的难度得以降低,有利于缺陷的减少。
2.对焊材规格的选择,应尽量使焊缝为多层多道焊。小规范的多层多道焊可以有效地降低焊接接头整体的热输入量,减少焊接应力,得到较细小的品粒,改善组织和化学成分分布的不均匀性。同时利用每后层焊道对前层焊道的回火作用,改善二次结品,进一步改善焊缝组织,提高接头整体的塑性和韧性。
3.根据产品中D类焊接接头的具体结构形式,制定有关D类焊接接头的焊接工艺评定和焊工技能培训的企业标准,并纳人企业压力容器质量保证体系文件,确保焊接工艺评定和焊工操作技能对D类焊接接头实际施焊的指导和支持作用。
4.细化检验环节,明确责任人员上岗职责。通过加强制造过程中的检验工作,来提高焊工及检验人员对D类焊接接头内部质量的责任心。在对相关人员加强质量教育的同时,在产品焊接检验工艺卡中,针对D类焊接接头容易产生的问题,设立相应的停检项目和停检点,并让有关责任人员上岗签字确认。例如焊前设坡口装配尺寸停检点、焊中设打底焊缝和清根情况停检点同时加强焊接参数在施焊过程中执行情况的巡查。
5.改善焊缝的外形尺寸。必要时对焊缝的较高部分进行打磨,使其与接管和筒体的连接成圆滑过渡,减少表面裂纹的产生。
