
一:类型
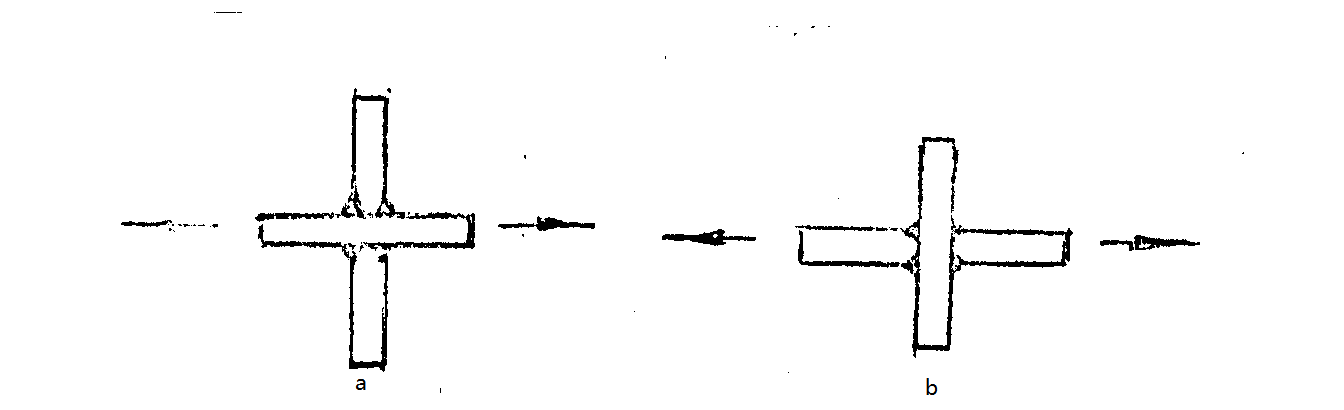
焊接接头主要起两个作用:一是连接作用,即把被焊件连成一个整体;二是承力作用,即承受被焊工件所受的载荷。焊接与被焊工件并联的接头,焊缝仅承担很小的载荷,即使焊缝断裂,结构也不会立即失效,这种接头中的焊缝称为联系焊缝,如下图a所示。焊缝与被焊工件串联的接头,焊缝承受全部载荷,一旦焊缝断裂,结构会立即失效,这种焊缝称为承载焊缝,如下图b所示。
设计时联系焊缝不一定要求焊透或全长焊接,也不必计算焊缝强度,而承载焊缝必须计算强度,且必须采用全熔透焊接。过程设备中常用的典型焊接接头类型有对接接头、T形或十字接头、搭接接头和角接接头等,如下图所示。
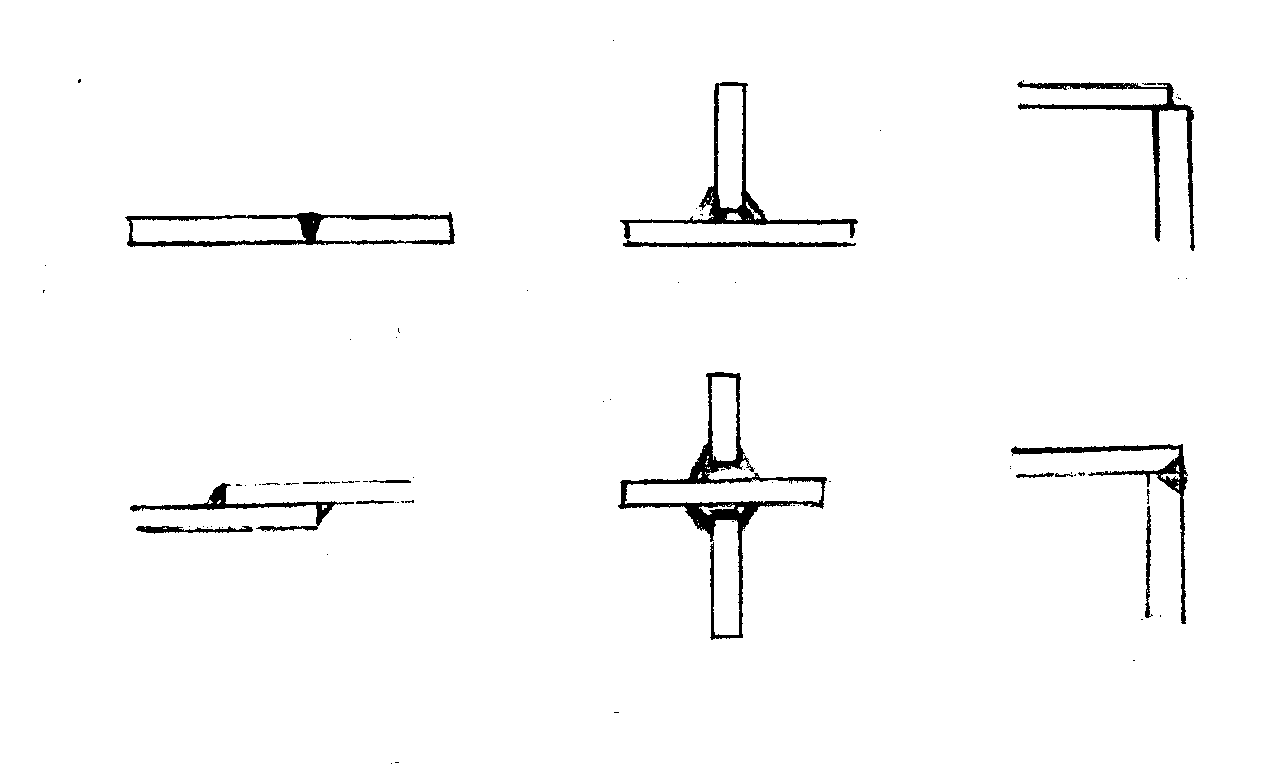
对接接头较其它接头受力状况好,应力集中程度小,焊接时易保证质量,是优先广泛应用的接头。对于不同厚度的焊件,为了保证焊透,大多都要把焊件的对接边缘加工成各种形式的坡口。对接接头焊前对工件的边缘加工和装配要求较高。通常设备壳体上的纵、环焊缝均为对接接头。
T形及十字形接头能承受各种方向的力和力矩,其接头亦有不同类型,有不焊透和焊透的,有不开坡口和开坡口的。不开坡口者通常均为不焊透的,其应力集中很大,不适用于重载或动载荷。开坡口焊透的T形或十字形接头其应力集中显著减小,适用于承受动载荷及重载荷。接管、人孔等与设备壳体或封头相连的多为T形或角接接头。
搭接接头的应力分布很不均,受力状况不好,疲劳强度较低,不宜承受动载荷。压力容器上的补强圈或支座与壳体和封头的连接一般为搭接接头。
角接接头是两被焊件端部间构成大于30o,但小于135o夹角的接头。其承载能力与其连接形式和坡口类型有关。法兰、平封头、管板等与筒身和封头的连接一般为角接接头。
二:内容与准则
焊接接头与其它连接形式,如铆接、胀接和螺栓连接相比具有令人注目的优点,如减轻结构重量,受力均衡,制造成本低、生产周期短等,但也不可忽视其各区组织不均一性、性能不均一性和存在各种焊接缺陷等缺点。
焊接结构设计师尤其应重视上述缺点,从设计上采取有效的措施,尽量克服或减小其不利的影响,以确保设备的可靠性。
焊接接头设计的基本内容为:
①确定接头型式和位置;
②设计坡口形式和尺寸;
③制定对接头质量的具体要求,如探伤要求等。
接头设计的基本准则是:
①焊接接头与母材的等强性
等强性的含义应包括常温、高温短时强度,高温持久强度,静载和交变载荷下的强度。
②焊接接头与母材的等塑性
接头的塑性与母材的塑性不同。接头塑性主要是指接头在结构中的整体变形能力,能经受受压部件在制造过程中和运行过程中复杂的受力条件。
③焊接接头的工艺性
焊接接头应布置在便于施工,焊接和检查(包括无损探伤)的部位,焊接坡口形状和尺寸应适应所采用的焊接工艺,具有较高的抗裂性并能防止焊接变形,应易于形成全焊透的焊缝并能避免形成其他焊接缺陷。
④焊接接头的经济性
焊接是一种消耗能量和优质焊材的工艺过程,故应尽量减小焊接接头的数量,在保证接头强度的前提下减薄焊缝的厚度。在设计焊接坡口形状时,应在保证工艺性的前提下,尽量减小坡口的倾角和截面。对于壁厚较薄的受压部件应尽可能采用不开坡口的先进焊接工艺。
