
什么是全焊透?
简单理解就是焊接结构的截面全部被焊材填满。
非全焊透的焊接接头(部分),摘录自GB150:
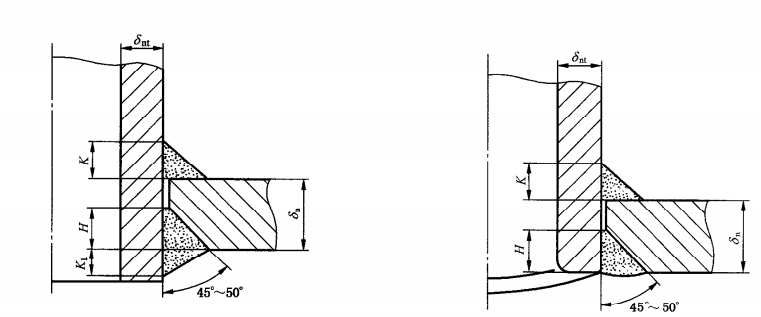
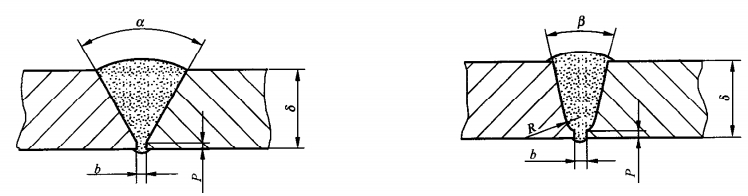
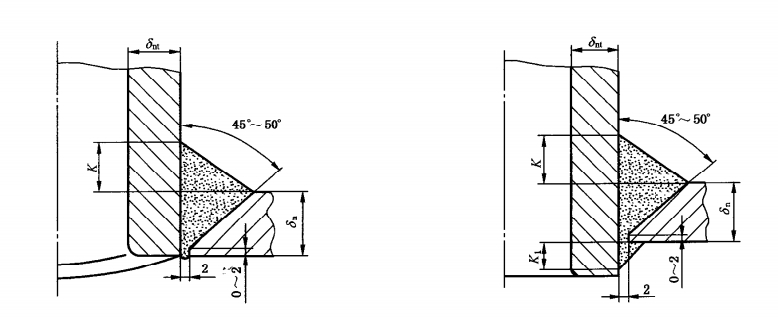
全焊透的焊接接头(部分),摘录自GB150:
那压力容器中的焊接是否都必须采用全焊透的焊接结构?
答案毫无疑问是否定的,下面具体探讨一下这个问题。
一:壳体焊接接头
对于A、B类焊接结构需要全焊透。
TSG21-2016 中3.2.2.1规定
用焊接方法制造的压力容器的A、B类对接接头(压力容器A、B类对接接头的划分按照GB150的规定),应当采用全截面焊透形式。

二:接管与壳体的焊接接头
1.TSG21-2016中3.2.2.2规定:
压力容器的接管(凸缘)与壳体之间的焊接接头设计以及夹套压力容器的焊接接头设计设计,有下列情况之一的,应当采用全焊透结构
(1)介质为易燃或者毒性危害程度为极度危害和高度危害的压力容器;
(2)要求气压试验或者气液组合压力试验的压力容器;
(3)第Ⅲ类压力容器;
(4)低温压力容器;
(5)进行疲劳分析的压力容器;
(6)直接受火焰加热的压力容器;
(7)设计者认为有必要的。
2.HG/T 20583-2020中15.9.2规定:
容器内盛装易爆介质以及介质毒性为极度、高度危害或有强渗透性的中度危害时应选择全焊透焊缝。
3.HG/T 20583-2020中15.9.3规定:
高温容器、低温容器和承受疲劳载荷的容器应选择全焊透焊缝。

4.HG/T 20582-2020中2.1.4规定:
半管夹套内的载荷存在交变时,半圆管夹套和壳体的连接焊缝应全焊透。

5.HG/T 20582-2020中18.1.2规定:
膨胀节(Ω形)的材料通常采用奥氏体不锈钢,膨胀节管子与连接件之间的焊缝应全焊透,焊缝外侧应圆角过渡。

6.HG/T 20585-2020中5.0.2规定:
低温容器–接管补强宜采用整体补强或厚壁管补强,若采用补强板,应为全焊透结构,且焊缝圆滑过渡。
![]()
7.SH/T 3074-2018中7.11.1.2规定:
下列情况的焊接接头应采用全焊透结构,可参见现行行业标准HG/T20583 中的节点形式:
a)毒性程度为极度或高度危害介质的压力容器的A、B、D类焊接接头;
b)开孔要求采用整体补强的容器的A、B、D类焊接接头;
c)处理特殊介质(如:液化石油气、液氨等)的容器的A、B、D类焊接接头;
d)疲劳容器的 A、B、D 类焊接接头;
e)低温容器的 A、B、D 类焊接接头;
f)气压(气液组合)试验容器的A、B、D类焊接接头;
g)Ⅱ类、Ⅲ类压力容器的A、B、D类焊接接头;
h)采用分析法进行补强设计的接管与简体的连接接头。
除了以上必须要采用全焊透的接头形式的,其它情况可以不采用全焊透的接头形式。
