
前言
对于压力容器用封头,无损检测比例应该是多少,焊接系数取多少,是否还有其它附加要求,对于这个问题我们来初步探讨一下。
要求
1.对于先拼板后成形的封头拼缝应进行100%无损检测。
GB25198-2023中6.10.1有明确的说明:
先拼板后成形的封头,以及分瓣成形后组焊封头中先拼板后成形的顶圆板,成形后其拼接焊接接头应采用设计文件或订货技术文件规定的方法,按NB/T47013.2、NB/T47013.3或NB/T47013.10进行100%射线检测、超声检测(有色金属制封头应优先进行射线检测)或衍射时差法超声检测,其检测技术等级、合格级别应符合设计文件或订作技来文件的规定。
同样GB150.4-2011中10.3.2也有规定:
下列 a)~e)部位、焊缝交叉部位应100%检测,其中a)、b)、c)部位及焊缝交叉部位的检测长度可计入局部检测长度之内。
a)先拼板后成形凸形封头上的所有拼接接头;
2.表面检测要求
见GB150.4 中10.4第i条:
凡符合下列条件之一的焊接接头,需按图样规定的方法,对其表面进行磁粉或渗透检测:
i)要求局部射线或超声检测的容器中先拼板后成形凸形封头上的所有拼接接头;
1号修改单已经将前面的局部去掉了,也就是与容规一致都需要做表面检测。

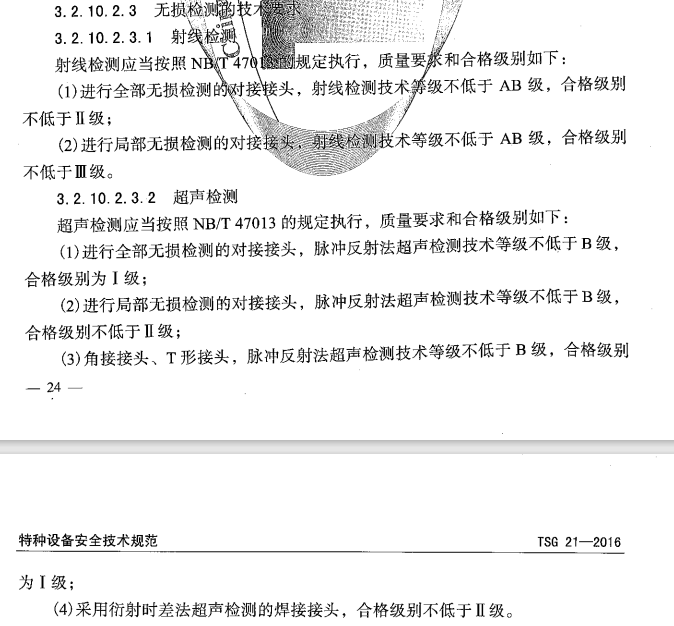
TSG21-2016 中3.2.10.2.2.4 第8条
凡符合下列条件之一的焊接接头,需要对其表面进行磁粉或渗透检测:
(8)先拼板后成形凸性封头的所有拼接接头;
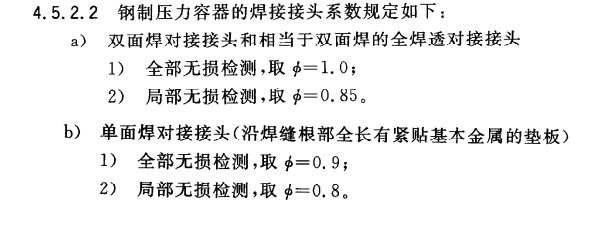
焊缝系数及合格级别
按GB150-2011,容器局部射线无损检测,合格级别Ⅲ级,取焊缝系数为0.85;封头全部无损检测,焊缝系数取1.0,检测长度计入局部检测长度,不过需要增加封头表面无损检测。
至于合格级别,单论封头100%无损检测,如果是射线检测,合格级别应该就是Ⅱ级。
个人认为先拼板的封头应该100%探伤,焊缝系数取1.0,同时需要做表面无损检测。
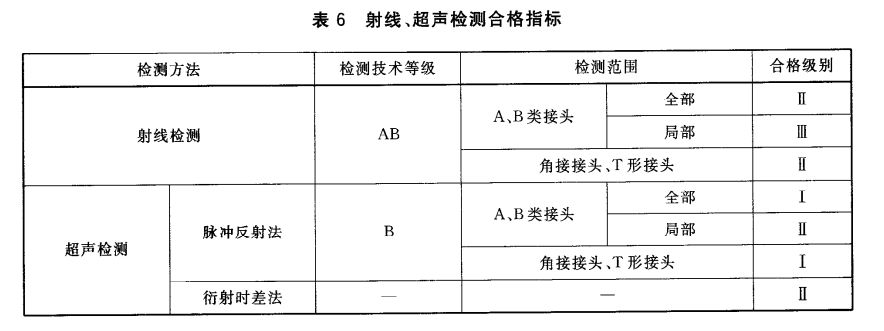

个人认为对于局部无损检测的压力容器,标准只是规定局部检测也需要对封头拼接焊缝部位进行100%的RT检测,这个100%RT检测的含义跟全部无损检测是不一样,这个也属于局部检测的范畴,就像交叉焊缝部位一样需要100%RT检测,因此合格级别应该也是Ⅲ级,焊接接头系数同样应该取0.85。
焊接系数我觉得应该取1